

所有 喷粉设备的核心就是喷枪和荷电系统,在荷电系统方面,摩擦式荷电和电晕式荷电都各有各的长处和短处。摩擦枪式荷电是靠不同的物质在摩擦时产生的电荷荷电。
电晕荷电是静电喷涂应用所采用的荷电方式,它是利用放电针尖使粒子穿越已电离的空气区域而荷电,此过程也称之为电晕充电;单极性离子空间由于离子的碰撞球形粒子的带电量q 一般可按Puthenier的公式计算,该
公式如下:

由公式可以看出荷电电场强度、电晕放电的离子流等因素决定着粒子荷电量的高低。
电晕式喷枪的枪头部位有一根高压针电极。 在工作时, 电极上会产生高达100KV的电压, 从而获得电晕放电。
高压电场会导至电极附近的空气产生电离从而发出离子。 通常情况下, 其中的负离子会移向最近的物体或表面, 因此当粉末颗粒经过此区域时就会被带上负电, 并且被接地的工件吸附。
釆用高压电晕放电的方式对粉末进行荷电所具有的最大好处就是能够喷涂现今所有种类的热固性粉末涂料,并且能获得非常好的效果, 因此这种喷枪所占的比例极大。
这种系统的主要缺点是: 由喷枪高压产生的离子中只有相对较少的部份吸附在粉末颗粒上, 还剩下许多自由离子。
这些自由离子和带电粉末一起吸附和聚集在工件表面上, 这时就会导致一个大家都知道的"反向电离"的问题, 这会使涂层如同高压针一样产生放电。
这种现象通常可以非常清晰地被观察到, 此时涂层将不再上粉。 在有些情况下, 涂层表面会有突起从而导致"桔皮"效应, 甚至穿透涂层, 形成针孔及缩孔。
当工件上有深洞或凹入处时, 由于喷枪放电针发出的电场线只指向离其最近的工件边缘, 因此那些带电的粉末只吸附在深洞或凹入处的外边缘, 而只有未带电的粉末才能进入深洞或凹入处中。
这就是大家都知道的"法拉第效应"。 当电压越高时, 电场线就越强, 法拉第效应就越严重。 如果釆用增大空气气流速度的方法来强迫带电粉末进入凹孔中, 那么又可能会吹散表面涂层。
尽管釆用传统的电晕放电法对粉末进行荷电具有上述的缺点, 但它仍然还是粉末喷涂的最好方法。 也就是说, 尽管静电喷枪存在诸如法拉第效应, 反向电离, 桔皮和荷电过量等问题, 但是它优良的稳定性, 上粉效率和上粉速度快等方面的优点远远超过摩擦喷枪。 后者虽然也能做到, 但性能却不稳定。
大多数静电粉末喷涂设备的制造商和用户都认为在粉末荷电中, 最重要的因素是静电电压。
但是从那些给粉末荷电的自由离子的角度来看, 真正起作用的却是电流, 而不是静电场或电压。 可是, 几乎所有的喷涂设备供货商都只设计了电压控制, 让操作人员控制放电电压。
如果釆用这种方法, 当喷枪接近工件时, 放电量就会成指数上升。 这就会产生过量的静电和自由离子, 导致如前所述的问题。
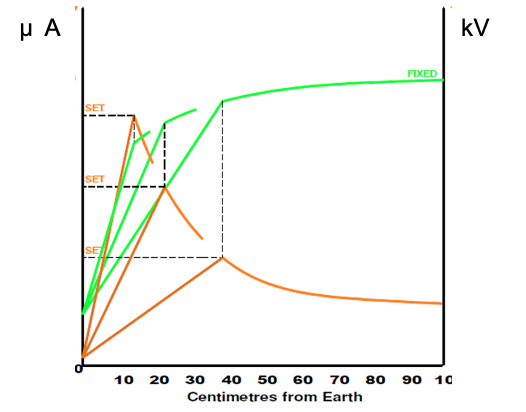
我们确信为获得最佳的荷电效果, 必须釆取控制放电电流的方法。 我们第一代总能量的喷枪在设计时就是釆取了控制放电电流的方法, 电流的范围为0~50uA。
在这种系统中, 操作人员只决定一个电流值, 而允许放电电压波动。 这样, 当喷枪接近工件时, 输出电压会自动降低。 这样做能够有效地保持荷电均匀性, 克服法拉第效应, 降低反向电离和减少桔皮。
由于控制放电电流具有较大的优点, 是静电荷电技术的一个突破。 然而我们意识到虽然控制电流具有许多优点, 但仍不完美,主要是因为电压值是个变量。 当喷枪被 移离工件时, 电流可能会低于恒值或设定值, 而电压可能会升至最大, 达到80KV以上。
在某些情况下, 这个电压会显得太高而产生过强的电场线, 会导致法拉第效应。 当枪接近工件时, 显然,两者之间的“可电离空气”范围会越来越少, 就自由离子来说, 能够荷电的空气分子相对减少。 在此有一点必须记住, 是自由离子先将空气分子荷电, 而后再将电荷传递到粉末颗粒上的。
上述情况表明当喷枪靠近工件时, 由于放电针和工件之间的距离缩短﹐因此放电电流和放电电压都应该降低。
我们由第一代总能量技术至今, 30 多年一直研究这技静电荷电技术, 现已开发出第三代“TCC 总能量荷电控制”技术。 第三代"总能量控制"技术中釆用的正是上述的这种方法。 当喷枪在靠近工件的过程中, "总能量控制"不仅逐步地降低放电电压, 同时又同步跟随减小放电电流。
放电电流的最大值仍被限定为50uA, 调整方法也不变。 只是当喷枪靠近工件时, 放电电流连同放电电压都降低了。 另外, 操作人员也可以设定最大电压, 这个电压本身又可以控制放电电流的大小。
我们的控制器的高速数控处理器能够感知喷枪和工件之间的距离改变而自动调节电晕放电的总能量, 而不仅仅只是调节电压或电流。
这是一种非常理想的工作方式。 因为当喷枪靠近工件时, 能够被 荷电的空气量逐步减少。 通过降低放电电压和电流, 总能量也逐步减少, 这样就能获得最佳的荷电效果, 而不会导致周围空气或工件表面荷电过量。
在使用总能量控制技术时, 静电场的电场线也相应变弱了, 这就能较容易地克服法拉第效应, 使粉漆有较佳的渗透性。 实际上, 喷 枪能够与工件靠得很近, 几乎可以接触工件的表面来进行与之能量匹配的荷电过程。
在这种情况下,一般的估计是粉末无法荷电并会从工件表面吹走。但实际上几乎不带电的粉末喷射到工件表面, 既能使粉末渗透入边角或凹入处, 并可以获得非常平整光滑的涂层。
通常情况下, 对一个已喷涂过的表面进行重喷是一件麻烦的事。 因为已有的涂层会像电容器一样使被电离空气中的静电荷与工件表面绝缘。 被电离的空气会先于带电粉末到达工件, 由于具有同种极性, 前者将会对后者产生排斥作用。
通常 , 此时操作人员为解决这个问题, 会釆取降低放电电压和增加喷涂距离的方法, 使得粉末的速度降低, 带电量减少。
当使用总能量控制系统时, 就不需要这样做。 当喷枪靠近工件时, 荷电量会自动降低, 这样就不会产生荷电过量或严重的反向电离现象, 因此也就易于再次上粉。

Mode A 自动模式
我们通过无数次的试验研究得出了全自动调整放电电压和电流的“总能量 静电粉末荷电控制模型”来获得适应性最好的表面涂层及凹槽喷涂的渗透效果,可极大地简化喷涂过程中的人工调节难度,无需太多的设定该控制模式可自动适应不同的喷涂场景和待喷涂对象,轻易使得粉末进入凹槽和死角位、焊接区域等难喷位置,并可适应不同类型的粉末及工件不同的金属材质,极大地提高了喷涂生产效率和产品喷涂表面合格率。
裕东 (瑞赛高廷仕) 技术研发部

 粤公网安备 44200002444280号
粤公网安备 44200002444280号

